


變壓式: 將各層的(de)煙(yān)道做成不同的(de)截(jié)麵形式,下層煙道通過主次煙道排氣,而靠近屋麵的煙道(dào)如同單煙道的作用,直接將油煙排(pái)入(rù)煙道排出。變壓式煙道的目的也是(shì)試圖(tú)通過(guò)改變煙道的截麵(miàn)形式,利用煙氣流動的(de)各種物理規律,使氣流(liú)保持向上的運動,防止煙氣倒灌和互(hù)串止逆閥式: 在單管煙道上的各層進(jìn)風口處,加裝一個兼有抽油煙機接口作(zuò)用的複雜防(fáng)氣流逆行的止逆閥,迫使煙氣向煙道單向(xiàng)運動,從而解決煙氣互串的問題。






依據風管的加工工藝來看,全自動風管生產線能夠界說為,風管成型的整(zhěng)個工藝流程由一台機器獨(dú)立完結。說的通(tōng)俗一點便(biàn)是從卷料下料,到風管(guǎn)成型(xíng)的整個過程由(yóu)機器加工設(shè)備不間斷,獨立完結。中(zhōng)心過(guò)程不(bú)需要任何人的參與和操作。風管 一條完整的全(quán)自動風管生產線應(yīng)該完成以下功(gōng)用。 1.卷料選料,下料功用;能夠挑選2-6種(zhǒng)不同厚度(dù)或者原料的卷料。 2.壓緊、較平功用;該功用是對卷料加工前的(de)調整過(guò)程,防止產生廢料。 3.打孔(kǒng)、倒角、切槽功用;該功用(yòng)能夠完結風管安裝孔的(de)製造(zào),防止後期打孔帶來(lái)的不方便。 4.堵截及咬口功用(yòng);該功用(yòng)將板料咬口,並堵截,進行下一步加工。 5.共板法蘭成型;該功用是製造(zào)雙麵共板(bǎn)法(fǎ)蘭的關鍵步(bù)驟。 6.折(shé)彎成型;後一道工序完(wán)結,共板法蘭矩形風管現已成(chéng)型了(le)。 而(ér)更重要的,具有(yǒu)一台全自動風管生(shēng)產線,能夠展現你的加工能力,然後促進更大工程項目的談洽。

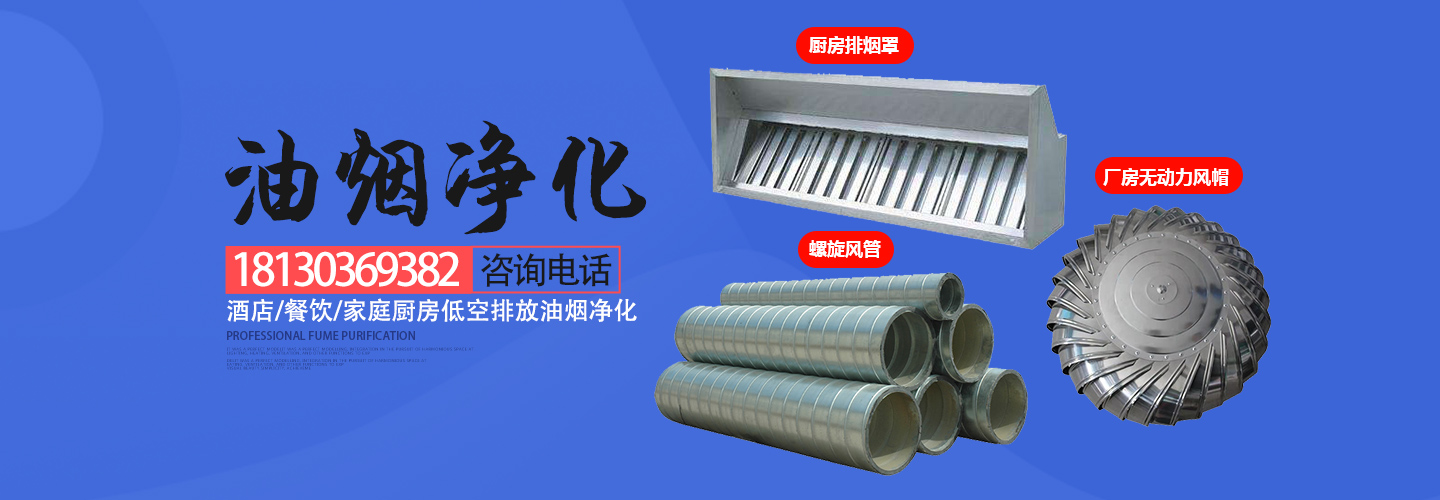
圓形風管法蘭。圓形(xíng)風管法蘭可用扁鋼或角鋼製作。製作方法是調整角(扁)鋼卷圓機,將扁鋼或角鋼置於其上卷成所需大小的圓。根據風管直(zhí)徑,計算出法蘭周長,並將卷好的扁鋼或角鋼按法蘭(lán)周長截斷,將其(qí)置(zhì)於平台(tái)上調平、焊接,然後在台鑽上鑽孔。風管鉚接連接。鉚釘(dìng)連接時,必須使鉚釘中心線(xiàn)垂直於板麵,鉚釘頭應把板材壓緊,使板縫密合並且鉚釘排列(liè)整齊、均勻。板材之間鉚接,一般中間可(kě)不加墊料,設計有規定時,按設計要求進行。圓形風管橫向結合縫采用鉚(mǎo)接時,鉚(mǎo)釘間距應小於150mm。

您好,歡迎蒞臨蕪(wú)湖鑫(xīn)森,歡迎谘詢...
 觸屏版二維碼 |





